刀具的几个主要角度是什么,分别是怎样定义的,怎样合理选择刀具的几何角度?金属切削刀具基础知识[第3页]
2017-01-08 21:30:00 知识
车刀的主要角度有前角、主后角、刃倾角、主偏角、副偏角,如图 1-1所示。
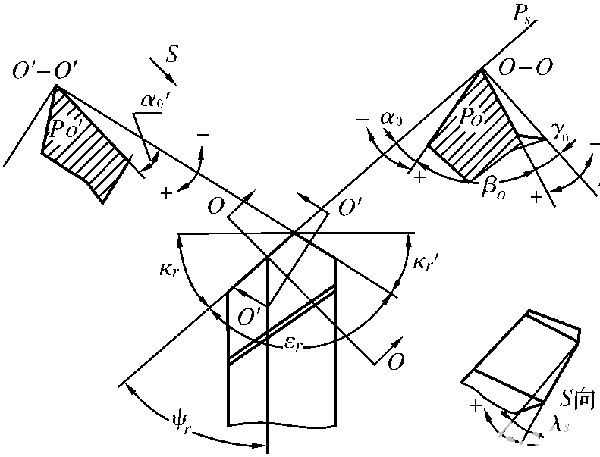
图1-1 车刀主要几何角度
(1)前角γ0:前刀面与基面的夹角,在主剖面中测量。前角的大小影响切削刃的强度及锋利程度。增大前角可使刃口锋利,切削力减小,切削温度降低,但过大的前角,会使刃口强度降低,容易造成刃口损坏。前角的取值范围为-8° ~+15°。选择前角的一般原则是:前角数值的大小与刀具切削部分材料、工件材料、工作条件等都有关系。刀具切削部分材料性脆、强度低时,前角应取小值;工件材料强度和硬度低时,可选取较大前角;在重切削和有冲击的工作条件时,前角只能取较小值,有时甚至取负值。一般是在保证刀具刃口强度的条件下,尽量选用大前角。如硬质合金车刀加工钢材料时前角值可选5° ~15°。
(2)主后角(简称后角)α0:主后刀面与切削平面间的夹角,在主剖面中测量。其作用为减小后刀面与工件之间的摩擦。它也和前角一样影响刃口的强度和锋利程度。选择原则与前角相似,一般为 0°~8°。
(3)主偏角κr:主切削刃与进给方向间的夹角,在基面中测量。其作用体现在影响切削刃工作长度、吃刀抗力、刀尖强度和散热条件。主偏角越小,吃刀抗力越大,切削刃工作长度越长,散热条件越好。选择原则是:工件粗大刚性好时,可取小值;车细长轴时为了减少径向切削抗力,以免工件弯曲,宜选取较大的值。主偏角一般为 15°~90°。
(4)副偏角κ′r:副切削刃与进给反方向间的夹角,在基面中测量。其作用是影响已加工表面的粗糙度,减小副偏角,可使被加工表面光洁。选择原则是:精加工时,为提高已加工表面的质量,应选取较小的值,一般为5°~10°。
(5)刃倾角λs:主切削刃与基面间的夹角,在主切削平面中测量。主要作用是影响切屑流动方向和刀尖的强度。以刀柄底面为基准,主切削刃与刀柄底面平行时,λs=0,切屑沿垂直于主切削刃的方向流出;当刀尖为切削刃最低点时,λs为负值,切屑流向已加工表面;当刀尖为主切削刃最高点时,λs为正值,切屑流向待加工表面。一般刃倾角λs取-5°~+10°。精加工时,为避免切屑划伤已加工表面,应取正值或零;粗加工或切削较硬的材料时,为提高刀头强度,可取负值。
扩展阅读:
3.刀具的几个主要角度是什么,分别是怎样定义的,怎样合理选择刀具的几何角度?
8.刀具为什么会磨损,刀具寿命是怎样定义的,如何提高刀具寿命?
13.如何合理地选用数控车刀?
16.怎样正确选择切削用量?